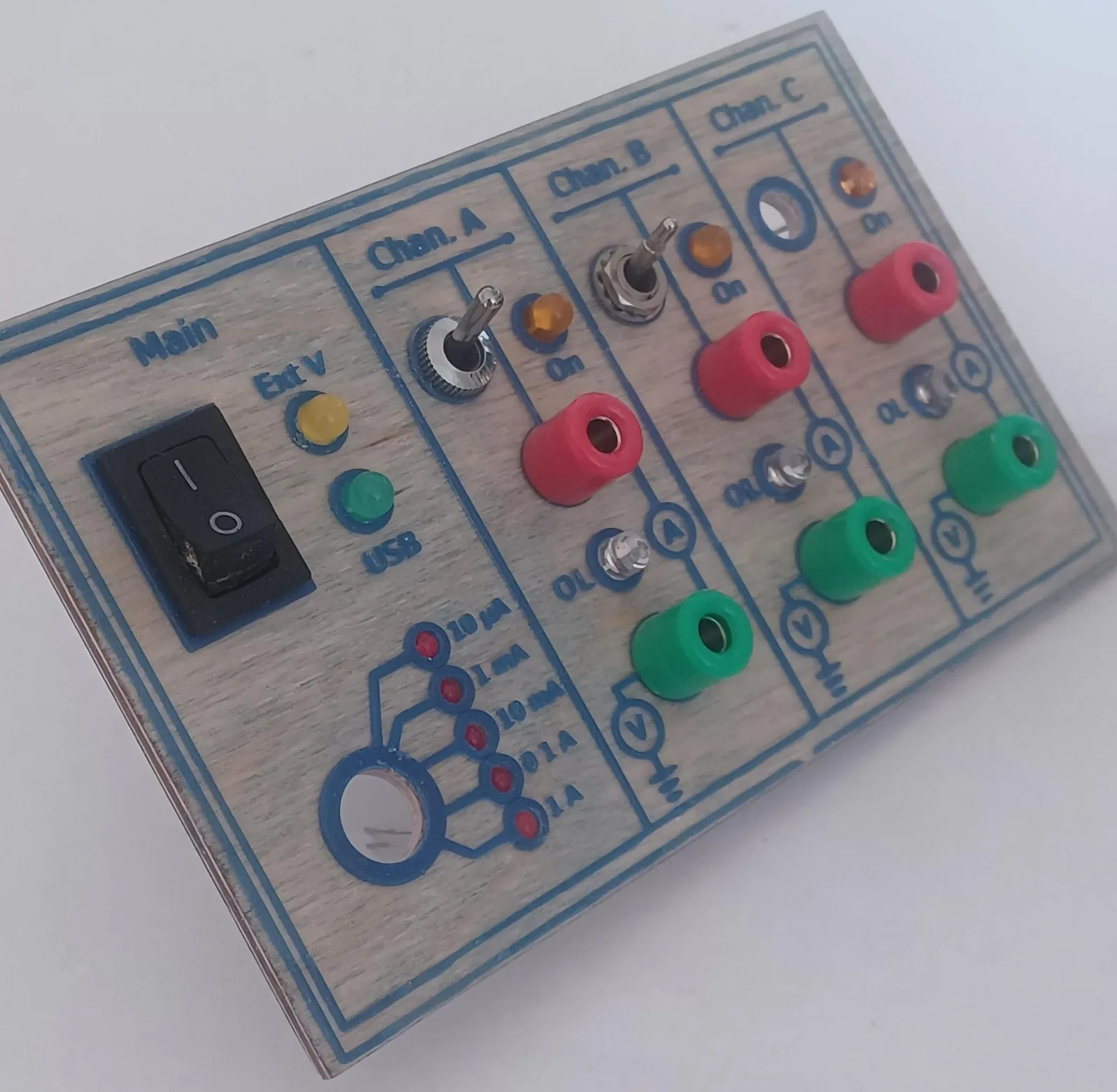
Llegar al final de un proyecto de audio o electronica y arruinarlo con un panel frontal feo es de las cosas mas frustrantes del banco de trabajo. Agujeros torcidos, LEDs que asoman chuecos, etiquetas escritas a mano pegadas con cinta. El maker [bluesyann] resolvio ese problema con una idea muy ingeniosa: usar una impresora 3D de resina no para imprimir una pieza, sino para curar resina UV directamente sobre una plancha de madera contrachapada. El resultado es un panel con texto y lineas en relieve, mas un detalle clave: pequenas guias que hacen que perforar los agujeros a mano quede limpio y centrado.
En este tutorial vas a aprender a tomar un diseno 2D, convertirlo en un modelo de 0.5mm de alto, y curarlo sobre madera usando tu impresora MSLA. Al terminar vas a tener un panel de aspecto profesional sin fresadora, sin transferencia de toner y sin pintura. La gracia es que el mismo archivo que decora el panel tambien te marca donde y como hacer cada perforacion.
Por que funciona esta tecnica
Una impresora de resina (tecnologia MSLA) trabaja proyectando luz UV desde una pantalla LCD hacia una capa fina de resina liquida. Donde llega la luz, la resina se endurece. Normalmente esa resina cura sobre la placa de impresion metalica y se va apilando capa a capa hasta formar una pieza 3D.
La vuelta de tuerca de este proyecto es simple pero potente: en lugar de la placa metalica, pegas una plancha de madera sobre la base. Asi la primera (y unica) capa de resina cura pegada a la madera, dejando el dibujo adherido a la superficie. Como la madera es porosa, la resina se ancla muy bien. Y como el dibujo tiene solo 0.5mm de alto, el relieve queda discreto pero nitido, perfecto para etiquetas y guias.
Materiales
- Impresora 3D de resina MSLA (el autor uso una Anycubic Photon Mono 4K)
- Resina UV estandar para esa impresora
- Plancha de madera contrachapada (terciado), idealmente 3mm
- Cinta doble faz para fijar la madera a la base de impresion
- Alcohol isopropilico para lavar la resina sin curar
- Lija grano 80
- Un cepillo de dientes viejo de cerdas suaves
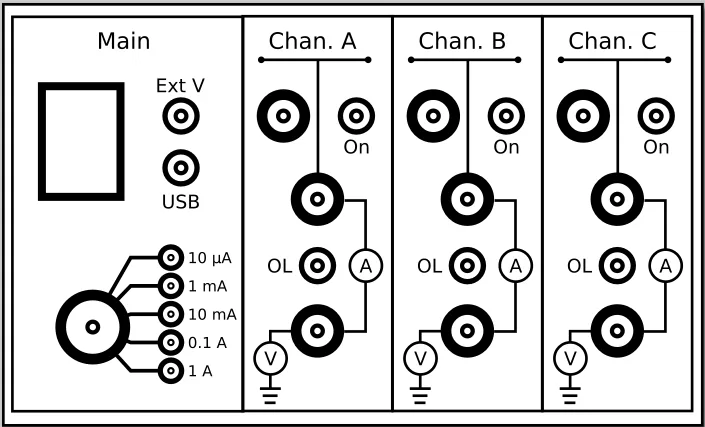
Paso 1: Disena el panel en un editor vectorial
Lo primero es dibujar la cara de tu panel en un programa de graficos vectoriales. El autor usa Inkscape, que tiene una ventaja enorme para esto: podes trabajar a escala 1:1. Un circulo de 10mm de diametro se imprime como 10mm reales, asi que ves exactamente como va a quedar respecto a tus componentes fisicos.
Un dato importante: el tamano maximo de tu panel lo define la pantalla de tu impresora. En el ejemplo, el diseno ocupa toda la pantalla de la Photon Mono 4K, asi que tiene que entrar en esa area util.
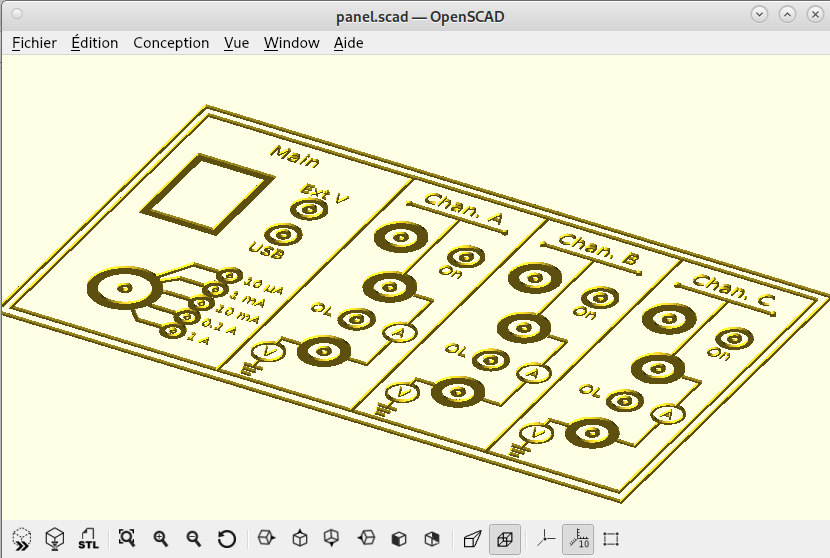
Paso 2: Convierte el SVG a un modelo 3D
Para que el slicer de tu impresora entienda el diseno, hay que pasarlo de 2D a un STL 3D. Aca viene lo elegante del flujo: no necesitas un CAD complejo, solo una linea de OpenSCAD que importa tu SVG y lo extruye 0.5mm en el eje Z.
linear_extrude(height = 0.5) import("panel.svg");
Guarda tu diseno como panel.svg, abrilo con esa linea en OpenSCAD y exporta el STL. Si el render se ve raro o con huecos, casi siempre es porque los trazos del SVG no estan cerrados o hay rutas superpuestas: revisa que cada forma sea un contorno cerrado en Inkscape antes de exportar.
Paso 3: Carga el STL en tu slicer con cuidado
Abre el STL en el software de tu impresora de resina. Hay algunos ajustes criticos que tenes que desactivar para que el dibujo no se deforme ni se levante de la madera:
- Desactiva el auto lift y cualquier raft o balsa.
- Desactiva cualquier factor de escala.
- Desactiva las funciones de espejo o flip.
- Posiciona el diseno plano sobre la base, en Z igual a cero.
Haz una verificacion visual: el dibujo debe quedar apoyado sobre la base, no flotando. Si lo dejas elevado, la resina no llega a la madera.
Paso 4: Prepara la plancha de madera
Corta el terciado a la medida de tu diseno con un poco de margen y fijalo con firmeza a la base de impresion usando cinta doble faz. Que quede bien pegado es clave: si la madera se mueve durante la exposicion, el dibujo sale movido.
La preparacion de la superficie es el paso que mas influye en el resultado. Lija con grano 80 hasta alcanzar el fondo de las imperfecciones mas profundas de la veta. Una cara pareja hace que la resina cure de forma uniforme y que las lineas finas no se corten.

Paso 5: Nivela la base (este paso depende de tu impresora)
Este punto cambia segun el modelo. En la Photon Mono 4K del autor aparece un problema concreto: el rango de nivelado de fabrica para Z igual a cero es muy corto para sumar 3mm de madera mas la base, y la holgura de los tornillos tampoco alcanza.
La solucion fue imprimir un soporte de base mas bajo, de modo que la madera quede a la altura correcta frente a la pantalla. Si tu impresora tiene margen de sobra, quizas no necesites este ajuste, pero conviene chequearlo antes de echar a perder una plancha.
Paso 6: Imprime y haz el post procesado
Usa tus parametros normales de impresion de resina. No hacen falta ajustes especiales: la luz UV cura el dibujo sobre la madera igual que lo haria sobre la placa metalica. Es impresionante ver el panel brillando en azul mientras la pantalla expone el diseno.
El post procesado si tiene un detalle propio porque trabajamos sobre madera:
- Sumerge la plancha completa en alcohol isopropilico durante un minuto (es seguro para la madera).
- Frota las fibras con un cepillo de dientes de cerdas suaves para sacar la resina sin curar.
- Enjuaga bien y deja secar.
Un remojo corto en isopropilico y un cepillado es todo lo que necesitas para dejar el panel limpio.
Paso 7: Trucos de diseno para mejores resultados
Esta tecnica brilla cuando aprovechas dos detalles que [bluesyann] recomienda y que hacen toda la diferencia al momento de perforar:
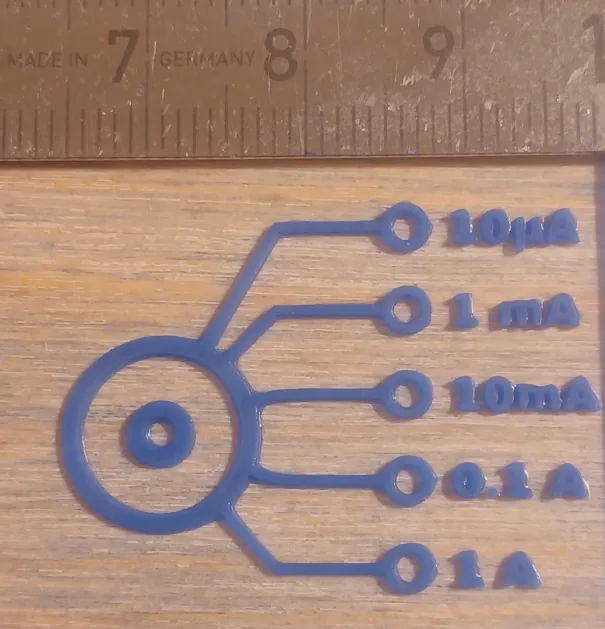
- Agrega guias de centrado. Pon un pequeno punto o dona en el centro de cada agujero. Esa marca hace que la punta de una broca de punta de lanza (brad point) se asiente exacto donde corresponde, asi el taladrado a mano queda mucho mas preciso.
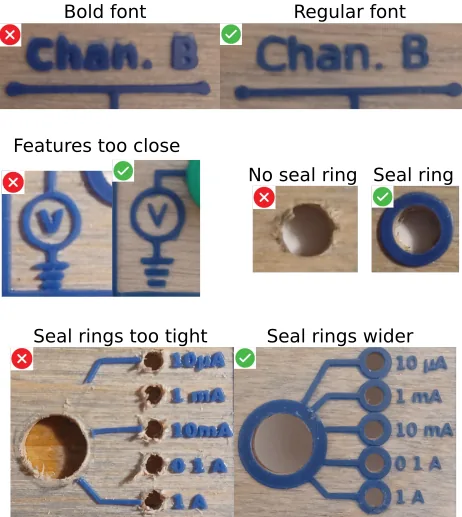
- Usa anillos de sello alrededor de los agujeros. Suma un anillo fino de 2 a 3mm de ancho rodeando cada perforacion. Ese anillo mantiene los bordes limpios y evita las fibras de madera levantadas, asi no tenes que limpiar despues de taladrar. Y si no queres que el anillo quede para siempre, simplemente lo despegas una vez hecho el agujero.
Otros detalles que ayudan: una tipografia en negrita lee mejor que una regular en relieve, y conviene no dejar elementos demasiado pegados entre si para que cada linea quede bien definida.
Variantes y mejoras
Una vez que dominas la tecnica, hay varios caminos para llevarla mas lejos:
- Combinala con colores. Despues de curar el relieve, podes pasar una mano fina de pintura sobre las lineas y limpiar el excedente de la zona plana, dejando el texto resaltado en un color de contraste sobre la veta natural de la madera.
- Mas alla del terciado. Las impresoras MSLA pueden estampar resina sobre casi cualquier material que tolere la quimica de la resina. Algunos makers han grabado placas de cobre para hacer PCBs caseras con el mismo principio, usando la resina curada como mascara.
- Plantillas reutilizables de perforado. Como las guias de centrado y los anillos se pueden despegar, podes imprimir solo la grilla de agujeros sobre una lamina fina y usarla como plantilla de taladrado para varias piezas iguales.
- Si no queres imprimir en resina sobre madera, la transferencia de toner clasica tambien funciona muy bien sobre terciado y te da etiquetas oscuras sin necesidad de resina, aunque pierdes el relieve y las guias fisicas.
Personalizacion para Chile
La impresora de resina, la resina UV y el terciado los consigues en tiendas de impresion 3D y maderas locales, pero los dos consumibles clave de este proyecto los tenes en stock en MechatronicStore:
- Cinta Doble Faz Ultra Adherente 1Mt (SKU F-214) por $2.990 CLP. Es la que fija la madera a la base de impresion para que el dibujo no se mueva durante la exposicion.
- Alcohol Isopropilico 1L (SKU A-122) por $6.990 CLP. El mismo que ya usas para limpiar boquillas y PCBs sirve para lavar la resina sin curar de la madera.
Un tip local: si vas a trabajar con resina seguido, conviene tener guantes de nitrilo y ventilar bien el espacio. La resina UV liquida es irritante y el isopropilico es inflamable, asi que manejalos lejos de fuentes de calor.
Recursos
- Cobertura original: el panel frontal que dibuja sus propias guias de perforado por Donald Papp en Hackaday.
- Tutorial completo del autor: Resist Printing on Wood for DIY Electronic Panels por [bluesyann] en Instructables, con las fotos paso a paso.
- Herramientas: Inkscape (editor vectorial) y OpenSCAD (extrusion del SVG a STL), ambos gratuitos y de codigo abierto.
Version chilena con componentes en stock local en MechatronicStore. Tutorial inspirado en el trabajo de [bluesyann] y la cobertura de Hackaday, reescrito y ampliado por el equipo editorial.